
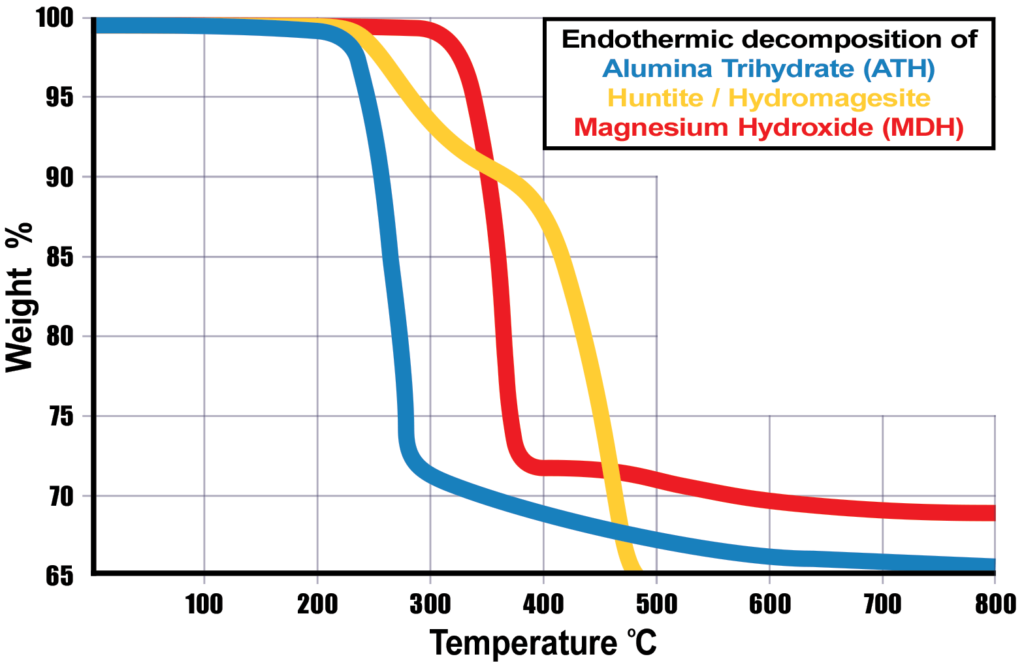
Where a halogen-free solution is needed alumina trihydrate (ATH), magnesium hydroxide (MDH), and huntite/hydromagnesite can be used. MAT offers a range of ATH and MDH grades and a huntite/hydromagnesite blend. These products are typically selected for halogen free applications and work according to two modes. Release of water and endothermic decomposition. The water release reduces the temperature in the combustion zone, excludes oxygen and combines with soot particles to reduce smoke. The endothermic nature of the decomposition removes heat energy from the combustion process.
Note: Click product code for TDS
An important property in selecting a metal hydrate is: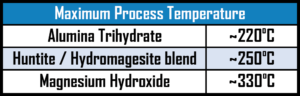
Alumina Tryhydrate
Alumina Trihydrate is the most widely used flame retardant in the world due to its versatility and low cost. Available in different particle sizes, it can be used in a wide range of polymers at processing temperatures below 220°C. ATH is non-toxic, halogen-free, chemically inert, and has low abrasiveness. Additional benefits are arc and track resistance in plastics exposed to electrical arcing, acid resistance, and smoke suppression. The non-toxic, zero halogen alumina trihydrate (ATH) is offered by MAT from a precipitated and fine grinding process.
HT1000 Precipitated 1.4 micron SDS ¦ A202 Ground 2.0 micron SDS ¦ A204 Ground 4.0 micron SDS
Additional grades of ATH are available. Please see our separate ATH literature HERE or contact us for more information.
Huntite / Hydromagnesite Blend
HTMC9 A white finely-divided combination of magnesium calcium carbonate (huntite) and hydrated magnesium carbonate. With thermal stability above that of ATH and low cost, it can be used as a replacement for magnesium hydroxide and can be used in halogenated systems as well. It can offer a cost/performance advantage over magnesium hydroxide and can allow higher processing temperature than ATH. SDS
Magnesium Hydroxide (Magnapur®)
The non-toxic, zero halogen Magnapur line includes both a very pure, synthetic, ultra fine Magnesium Hydroxide (MDH) and a pure, natural, fine MDH. The Magnapur series of products are suitable for a wide range of demanding flame-retardant polymeric applications. Endothermic decomposition begins at about 330°C releasing water, which produces a cooling effect, reduces oxygen availability and suppresses smoke evolution. The resulting Magnesium Oxide ash provides a char layer, which further reduces the combustion rate of the system. These combined mechanisms result in an overall powerful flame retardant performance which allows polymer formulators to design products to meet the most demanding specifications in wire & cable insulation and jacketing, sheet, film, and profile applications.
The relatively high decomposition temperature compared to other zero halogen fillers, such as Alumina Trihydrate, allows for a significantly higher processing temperature without the concern of developing porosity in the finished part.
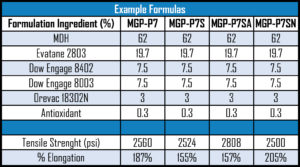
Where improved dispersion is needed, one of our coated Magnapur grades can be used. These coatings are selected for excellent compatibility in a wide range of resins and to provide the opportunity for chemical coupling with the polymer matrix. This can result in significant increases in physical properties, extrusion smoothness and resistance to moisture.
MGP-N2 ¦ MGP-N2SC ¦ MGP-N4 ¦ MGP-N4SC
MGP-P7 ¦ MGP-P7S ¦ MGP-P7SA ¦ MGP-P7SN
SDS
The MAT division is constantly researching and working on new products. As they become available,
they will be launched via online marketing and presented during customer visits. If you have a formulation problem
you are trying to solve, or a cost reduction target, please feel free to contact us as we may be able to help with
one of our existing products or partner with you to develop a custom solution.
Contact Us